Производитель прецизионных пресс-форм с 18-летним опытом - бренд Ruifengda





Прецизионно обработанные опорные плиты пресс-формы Черновая обработка с ЧПУ
Сейчас также есть клиенты, которые заказывают не один комплект пресс-формы, а только несколько пресс-форм. После получения клиенты обрабатывают и собирают их самостоятельно. Этот метод может сэкономить много времени и сократить время доставки товара.
Толерантность | 0,02 мм-0,005 мм | Меры по предотвращению ржавчины | Антикоррозийное масло, антикоррозийный спрей, вакуумная упаковка... |
Жизнь пресс-формы | 300000-500000 выстрелов | Режим транзакции | FOB/CIF |
Основное оборудование | YASDA, OKUMA | Тестирование | ШМ, Открытие и закрытие мероприятий... |
Размер | Принятый размер клиента | Возможность поставки | 300-400 комплектов в месяц |
Минимальное количество заказа | 1 установленный | Способ оплаты | Т/Т, ПайПал, наличные |
Материаловедение | С50К, П20, 1.2311, 718Х, 4Кр13Х, 420Х, С136Х... | OEM | В наличии |
Упаковка | Деревянный ящик, полиэтиленовая пленка. | бегун | Горячий бегун |
Пресс-формы
Сейчас также есть клиенты, которые заказывают не один комплект пресс-формы, а только несколько пресс-форм. После получения клиенты обрабатывают и собирают их самостоятельно. Этот метод может сэкономить много времени и сократить время доставки товара.
Помимо клиентов, заказывающих комплектные пресс-формы, также растет спрос на отдельные пресс-формы. Это позволяет клиентам самостоятельно обрабатывать и собирать пластины, что в конечном итоге экономит время и сокращает сроки доставки продукции. Такая гибкость позволяет клиентам адаптировать заказы к своим конкретным потребностям и еще больше упрощает производственный процесс. Кроме того, предлагая отдельные пресс-формы, мы можем удовлетворить более широкий круг клиентов и их уникальные требования. Такой подход не только повышает удовлетворенность клиентов, но и демонстрирует нашу приверженность предоставлению индивидуальных решений.
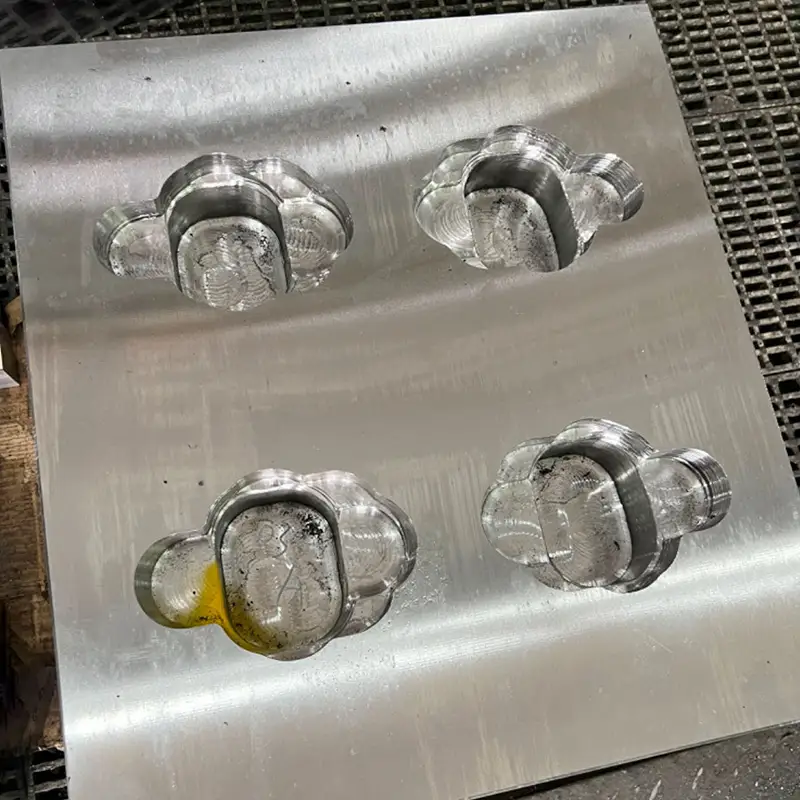
Грубая обработка
Обработайте грубую форму. После черновой обработки должен оставаться некоторый запас для последующей точной обработки.
После черновой обработки важно оставить запас для последующей точной обработки, чтобы конечный продукт соответствовал требуемым характеристикам и допускам. Этот запас позволяет вносить любые необходимые корректировки и корректировки в процессе точной обработки, что в конечном итоге приводит к получению высококачественного конечного продукта с точными размерами. Учитывая этот запас, процесс черновой обработки создает основу для успешного завершения точной обработки, что в конечном итоге способствует общему качеству и точности конечного продукта.
Полость и сердцевинные пластины
Параллельность и вертикальность кармана необходимо контролировать с точностью до 0,02 мм. Допуск по длине, ширине и глубине прецизионного основания пресс-формы должен составлять 0–+0,02 мм, а допуск по толщине основных пластин должен составлять ± 0,02 мм. Точная механическая обработка необходима для отверстий под винты, отверстий ватерлинии, отверстий для штифтов выталкивателя, отверстий для сопел и т. д. Все поверхности должны быть без царапин, блестящими и плоскими, а все фаски должны соответствовать стандартам нашей компании и быть одинаковыми. Соответствующие требования к точности будут установлены в ходе фактического процесса обработки на основе конкретной конструкции пресс-формы и потребностей клиента.
Бегунок
Апертура и расстояние между полостями играют решающую роль в производственном процессе. Точный размерный допуск необходим для обеспечения беспрепятственного соединения отверстия с сопрягаемыми деталями. Гладкая поверхность без дефектов необходима для минимизации трения и износа, что в конечном итоге продлевает срок службы формы. Постоянство расстояния между отверстиями в основании пресс-формы с несколькими полостями жизненно важно для обеспечения однородности и стабильности. После обработки проводятся строгие испытания на КИМ для проверки точности расстояния между отверстиями.
Часто задаваемые вопросы
Прецизионное основание формы 0,01 мм.
Сверхточное основание формы 0,005 мм.